Continuamos con los tutoriales de la zona de impresión 3d, viendo los parámetros que intervienen en la impresión 3D.
Empezamos uno de los más sencillos, la altura de capa. Pese a ser de los más sencillos, es uno de los más importantes dado que tiene un gran impacto en el proceso de impresión.
Ya vimos anteriormente en la entrada sobre el slicer, que durante el proceso de impresión el modelo 3D se divide en capas que serán trazadas de forma independiente por el hot.
Como su nombre indica la altura de la capa es, precisamente, el grosor de cada una de estas rebanadas. Posteriormente el hotend trazará cada una de estas capas, conformando nuestra pieza 3D.
El primer aspecto que debemos tener en cuenta es qué, lógicamente, nuestra altura de capa no puede ser superior al agujero que tiene nuestro nozzle. Esto es una simple cuestión de geometría.
Por otro lado el efecto más importante que tiene la altura de capa es la calidad de nuestra impresión 3D, especialmente en las curvas en el eje Z.
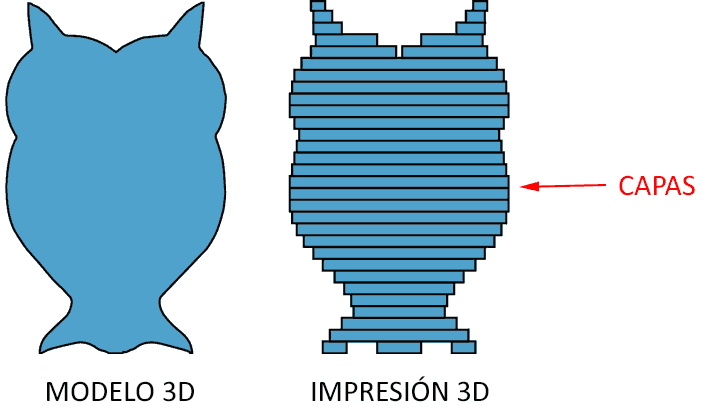
En una pieza impresa en 3D la calidad del acabado es mucho mejor en los ejes X e Y, que en el eje Z. Esto es así, por el efecto de discretización que supone imprimir la pieza como un conjunto de capas apiladas.
Como se ve en la imagen, Cuanto más fino sea el espesor de la capa, mejor será la calidad que obtengamos en los acabados de superficies curvas en el eje Z.
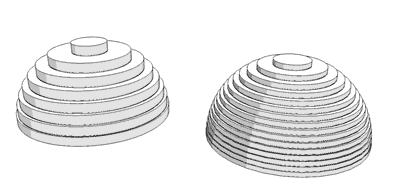
Sin embargo, esto tiene un efecto directo en el tiempo requerido para la impresión. La mitad de altura de capa significara el doble de capas, y por tanto, el doble de tiempo de impresión.
Estas dos, calidad de la impresión y tiempo de impresión, son las dos consecuencias más importantes que tiene el espesor de capa. Pero no son las únicas.
El espesor de capa también tiene influencia en el comportamiento mecánico de la pieza. Asi, son más fuertes las piezas con mayores espesores de capa.
Por otro lado, tiene influencia en la sencillez de impresión, o la probabilidad de fallo del proceso. No en todos los casos pero, en general, es más sencillo de imprimir una pieza cuanto mayor sea el espesor de la capa.
Por último, también tiene impacto en la adherencia de la pieza a la superficie de la cama. Generalmente, podemos decir, que espesor mayores favorecen la adherencia de la primera capa.
Para un nozzle de espesor normal de 0.4mm, los espesores de capa habituales son 0.06mm para acabado muy fino, 0.1mm acabado fino, 0.15-0.2mm para acabado normal, y 0.3mm para calidad borrador.
En resumen, como hemos visto, con excepción de la calidad de acabado en el eje Z, todas el resto de propiedades de la pieza empeoran al disminuir el espesor de la capa.
Por tanto, es cuestión de llegar a un compromiso entre calidad de impresión y el resto de características de la pieza impresa y del proceso de impresión.
