We continue delving into the world of 3D design and printing, dedicating a series of posts to see how a 3D printer works, its different parts and components.
We said at the beginning that, following the blog’s custom, we were going to start from the beginning. Because you don’t want to print without knowing what and why you are doing it. Right? You want to become 3D experts!
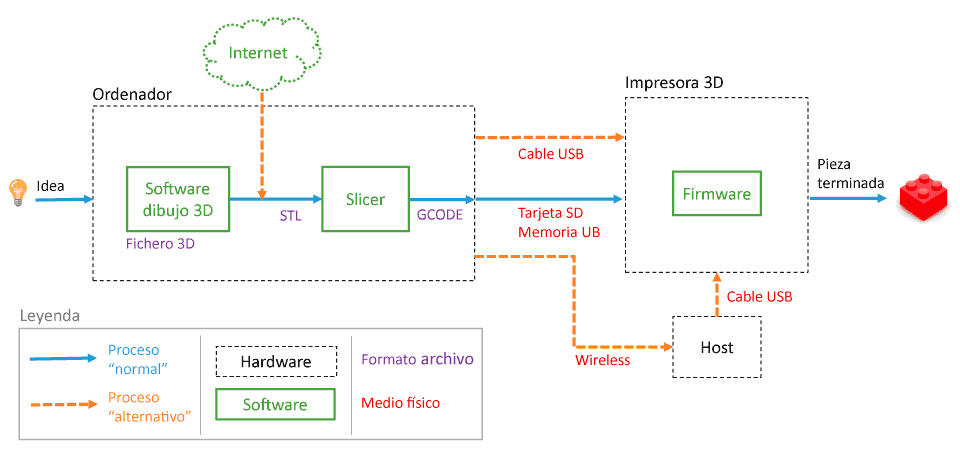
Thus, we have seen from the basics the representation of 3D objects on a computer. We have also seen the general 3D printing process, looking at 3D design software, CAD software, the role of the slicer and what G-Code is.
 Well then… The moment has finally arrived to start melting plastic! That is, to familiarize ourselves with an FFF 3D printer, and see how it works and why it is the way it is.
Well then… The moment has finally arrived to start melting plastic! That is, to familiarize ourselves with an FFF 3D printer, and see how it works and why it is the way it is.
FFF 3D printers are the most common type of printer in the domestic and #maker realm. Although stereolithography or resin printers (SLA) are also becoming common.
For now, we are going to start with FFF 3D printers, and leave SLA 3D printers for the future. But, except for having differences, many of the concepts we are going to see are common to all types of 3D printers.
FFF 3D Printers
As its name suggests, a Fused Filament Fabrication (FFF) printer generates 3D models by melting a filament (you saw that coming, didn’t you?)
FFF printers are also called Fused Deposition Modeling (FDM) printers. However, FDM is a trademark registered by Stratasys Inc., so we prefer to use FFF.
A hotend melts the filament, which is supplied from a spool. The molten material is deposited onto the previous material, where it cools and solidifies to create our part.
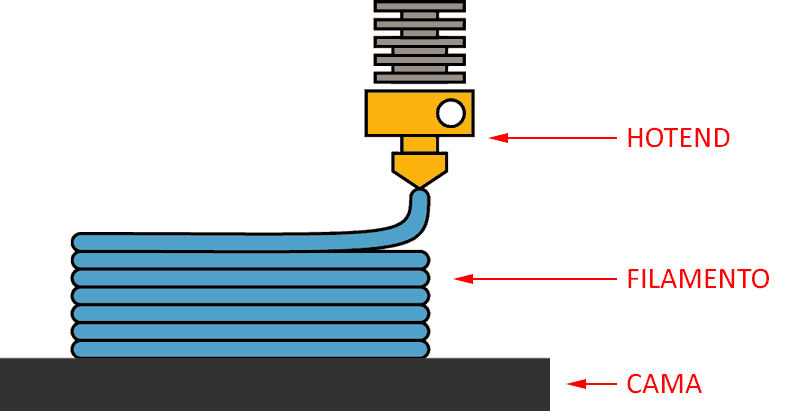
The filament has a diameter, with 1.75 mm being the most common and, to a lesser extent, 2.85mm. The diameter needs to be precise and constant because it is used by the calculator to determine the amount of material deposited in each case.
On the other hand, the hotend also has a nozzle diameter, which is the diameter of the already molten filament that we are going to deposit. The most common size is 0.4mm, although it is easy and cheap to change the nozzle for others ranging from 0.2 to 1mm.
The entire piece is printed on the print bed, a flat surface that serves as a support for the parts we print. Usually, the bed is heated to facilitate the adhesion of the deposited material.
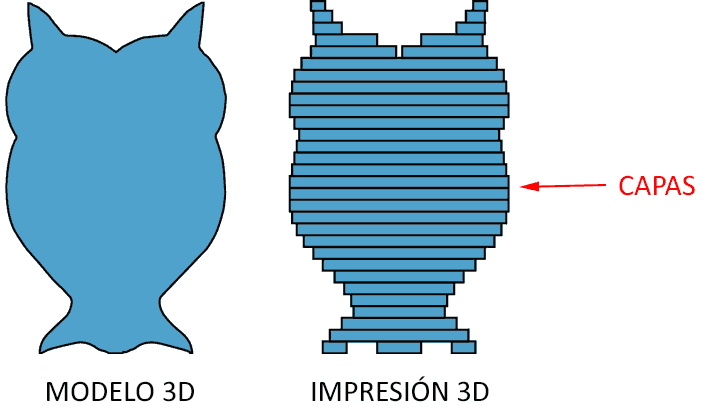
As we can see, the part is printed in layers or “slices”. Each slice is formed by the intersection of the part with the plane parallel to the bed at that height. Calculating these sections and the movements to print each layer is the role of the slicer.
Each layer that makes up our 3D part is printed on top of the previous layer, except for the first one which is printed directly on the bed itself. The adhesion of the first layer is always a critical point, which we will also see in due time.
The thickness of each layer is a very important parameter in 3D printing. We will look at it in depth in its own post, as well as each of the points we have seen in this post.
But first, we will continue seeing how our 3D printer works. As you can imagine, most of the “trick” of the printer is to precisely position the print head relative to the print bed.
Precisely this will be the topic of the next post, where we will see how the kinematics of our 3D printer works. See you soon!
