We continue with the tutorials in the 3D printing section, looking at the parameters involved in 3D printing.
We start with one of the simplest, layer height. Despite being one of the simplest, it is one of the most important as it has a great impact on the printing process.
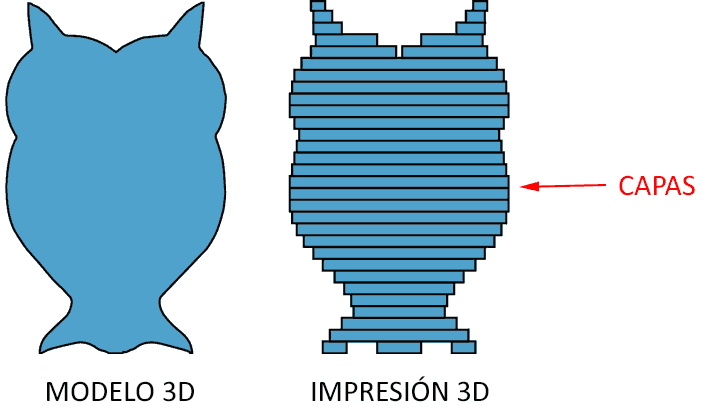
We previously saw in the entry about the slicer, that during the printing process the 3D model is divided into layers that will be traced independently by the hotend.
As its name suggests, the layer height is precisely the thickness of each of these slices. Subsequently, the hotend will trace each of these layers, forming our 3D part.
The first aspect we must consider is that, logically, our layer height cannot be greater than the hole in our nozzle. This is a simple matter of geometry.
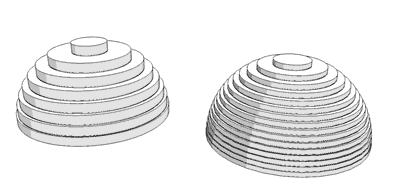
On the other hand, the most important effect of layer height is the quality of our 3D print, especially on curves along the Z-axis.
In a 3D printed part, the quality of the finish is much better on the X and Y axes than on the Z-axis. This is due to the discretization effect of printing the part as a stack of layers.
As seen in the image, the finer the layer thickness, the better the quality we will obtain on the finishes of curved surfaces on the Z-axis.
However, this has a direct effect on the time required for printing. Half the layer height means twice the number of layers, and therefore, double the printing time.
These two, print quality and printing time, are the two most important consequences of layer thickness. But they are not the only ones.
Layer thickness also influences the mechanical behavior of the part. Thus, parts with greater layer thicknesses are stronger.
On the other hand, it influences the ease of printing, or the probability of process failure. Not in all cases, but in general, a part is easier to print the greater the layer thickness.
Finally, it also impacts the part’s adhesion to the bed surface. Generally, we can say that greater thicknesses favor the adhesion of the first layer.
For a standard 0.4mm nozzle, the usual layer thicknesses are 0.06mm for very fine finish, 0.1mm for fine finish, 0.15-0.2mm for normal finish, and 0.3mm for draft quality.
In summary, as we have seen, with the exception of the finish quality on the Z-axis, all other properties of the part worsen as the layer thickness decreases.
Therefore, it is a matter of reaching a compromise between print quality and the other characteristics of the printed part and the printing process.
